

热能回收节能改造
基本原理为:
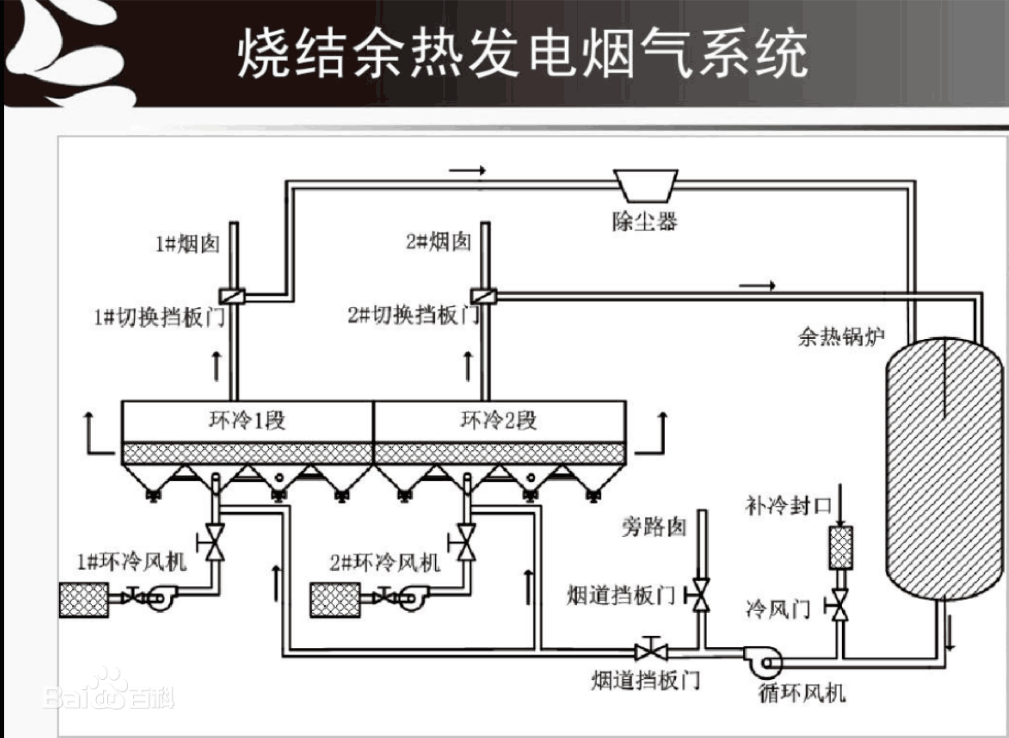
烧结矿在带冷机或环冷机上是通过鼓风进行冷却,由底部鼓入的冷风在穿过热烧结矿层时被加热,成为高温废气。将这些高温的废气通过引风机引入锅炉,加热锅炉内的水产生蒸汽,蒸汽推动汽轮机转动带动发电机发电。
随着我国钢铁工业的快速发展, 高炉炼铁的主要原料——烧结矿的产量也大幅度提高,烧结生产过程中产生的高温废气也越来越多,如何有效地回收利用这部分热量已经引起了人们的高度重视。2008 年5月,国家发改委将烧结余热发电技术列入第一批国家重点节能技术推广项目, 2009年12月工信部公布了《钢铁企业烧结余热发电技术推广实施方案》, 计划用三年时间(2010-2012年) ,在重点大中型钢铁企业中有针对性地推广烧结余热发电技术,预期在钢铁行业的推广比例达到20%,形成157.5万t 标准煤的节能能力,为钢铁企业在日益激烈的市场竞争中进一步降低生产成本、实现节能降耗发挥积极作用。
工艺流程。
烧结余热发电工艺流程主要包括三部分:烟气回收及循环系统; 锅炉系统; 汽轮机及发电机系统。烟气回收系统主要由烟囱、烟气引出管、烟气流量控制阀和烟筒的遮断阀构成,主要功能是利用锅炉引风机产生的负压将带冷机烟罩内温度较高的烟气引到锅炉内,同时避免外界的冷风进入锅炉。锅炉系统是余热回收的核心,在锅炉受热面上,高温烟气将热量逐级传递给受热面内的水,生成蒸汽。汽轮机及发电机系统将蒸汽携带的能量转化成电能,最终完成余热能向电能的转化。
烧结余热发电的关键技术。
烧结余热资源具有品质较低、波动大等特点,回收的关键技术包括烧结机烟气余热回收与烟气处理、烧结余热源参数预测、烧结余热回收工艺与废气温度调节、废气循环对烧结矿质量影响与烧结冷却制度优化、冷却机余热回收锅炉、发电系统选型与优化等。烧结余热回收应以冷却机废气余热回收为主, 并重点保证系统稳定运行、提高回收效率, 其中, 热源参数预测技术是基础, 热风循环技术是有效手段, 余热锅炉和发电系统热力参数优化、参数匹配和动态特性优化是核心。
应用情况。
日本烧结余热利用起步最早。上世纪80 年代中期, 余热回收技术已在日本烧结厂得到了广泛应用, 其冷却机废气余热利用的普及率达到了57% ,而烧结机主烟道烟气余热利用的普及率也达到了26% 。2004 年9 月1 日, 马钢第二炼铁总厂在两台300 m2 烧结机上开工建设了国内第一套余热发电系统, 该系统于2005 年9 月6 日并网发电。随后,马钢、济钢、宝钢、太钢等大型钢铁集团公司都开始应用。技术指标。
a.与该节能技术相关的能耗现状:200~400℃的低温余热废气,基本没有得到利用。
b.主要技术指标:可利用烟气温度为200~400℃。
技术难点。
(1)烧结冷却机废气流量很大,但是,低温段(150℃以下)和部分中温段废气没有利用价值,而且高温段和可利用部分中温段废气的平均温度在300~380℃之间。主要受到烧结机落矿温度和冷却机漏风率影响。可利用的余热资源属于中低温余热,质量不高,回收利用难度较大。
(2)发电系统对主蒸汽的品质要求很严,而烧结系统热力系统非常不稳定,废气温度波动范围在±100℃以上,造成主汽温度的波动超标,严重影响技术经济指标,迫使余热电站频繁停机,严重威胁汽轮机的安全性、稳定性和寿命。
由于烧结机工况不稳定,往往很多钢铁企业采用几台烧结机并联到一起进行余热发电,保证发电系统的连续性。
例题2,钢铁企业脱硝中,进入脱硝反应器之前需加装换热系统。
SCR反应器布置在布袋除尘器之后。从脱硫除尘后的(≤200℃)烟气经过换热及补燃系统,将烟温加热至220℃以上后,进入SCR装置,经过SCR反应器后的烟气经换热系统进行热回收后经原烟囱排放至大气。SCR 反应器设置2层催化剂,采用蜂窝式催化剂,每层催化剂上方设置6套声波吹灰器。
烧结烟气入口烟气条件:
烧结排烟温度:≤200°C
烧结烟气流量(工况):1440000 m3/h
烟尘浓度:50-200 mg/Nm3
SO2浓度:800-2500 mg/Nm3
NOx浓度:≤200 mg/Nm³
由于烧结烟气温度≤200°C不满足低温催化剂的反应温度要求,所以加了补燃系统进行升温。补燃后的温度比较高,达到了300℃左右,如果直接排放到大气中,则浪费了大量的能源。这种烧结机的型号为210m2,烟气量达到了144万。
其系统原理如下图所示:

